






射出成形と押出成形の比較
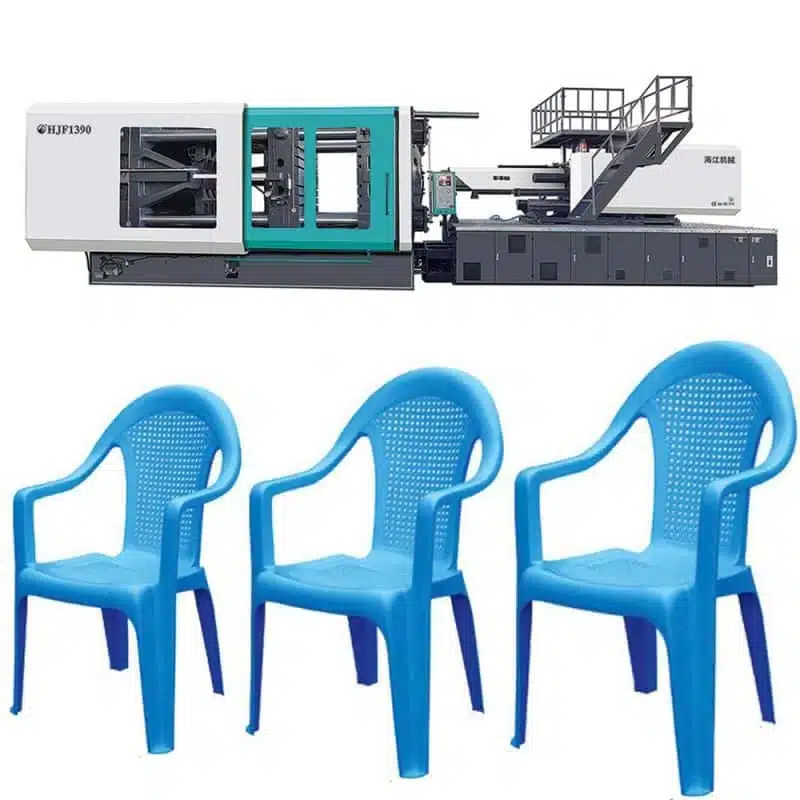
序文 プラスチック製品は間違いなく現代製造業の不可欠な要素であり、射出成形と押出成形という二つの一般的なプラスチック加工方法は、それぞれの分野において重要な役割を果たしています。

プラスチック押出機はどのように動作するのか?
PVC/PP/PEおよびその他の複合パイプのメーカーとして、押出機についてすでに学び、実際に操作した経験をお持ちかもしれません。既に機械をお持ちの方も、
序文 プラスチック製品は間違いなく現代製造業の不可欠な要素であり、射出成形と押出成形という二つの一般的なプラスチック加工方法は、それぞれの分野において重要な役割を果たしています。
PVC/PP/PEおよびその他の複合パイプのメーカーとして、押出機についてすでに学び、実際に操作した経験をお持ちかもしれません。既に機械をお持ちの方も、